Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
У многих технических устройств, а также у большинства предметов домашнего обихода есть резьбовые соединения, которые человечество начало использовать с древнейших времен. К основным инструментам, при помощи которых изготавливаются элементы таких соединений, относится метчик. Его применение позволяет быстро и без особых затруднений нарезать на внутренней поверхности отверстия точную и качественную резьбу.

Метчики для нарезки резьбы
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
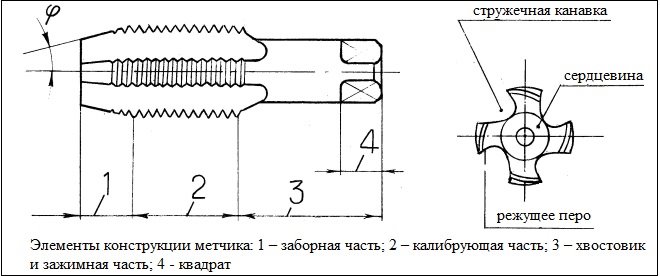
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
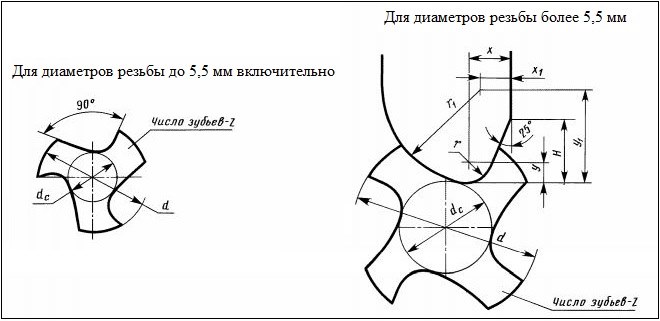
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
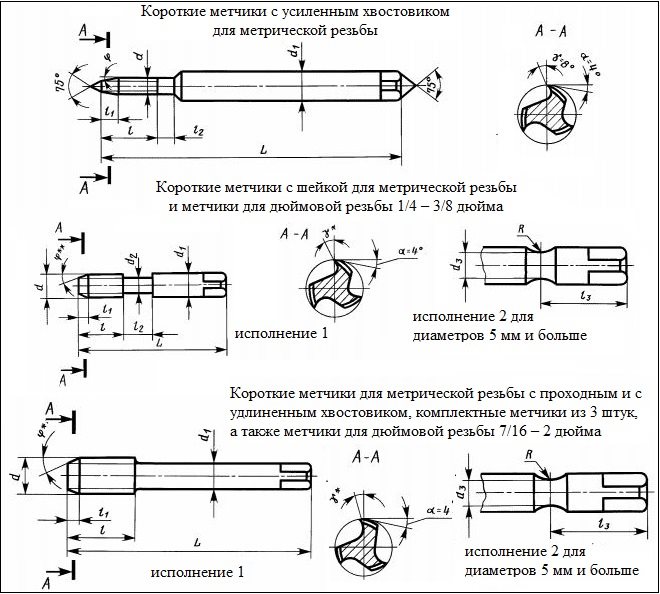
Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
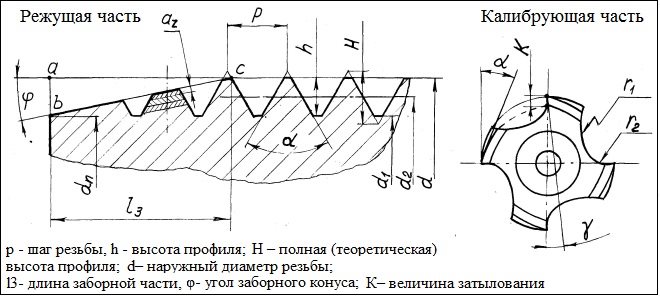
Геометрия режущей и калибрующей части метчика
Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
Данные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска. Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются. Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.

Метчики ручные комплектные
Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.

Метчики машинно-ручные тройные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму. Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму. При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
Нарезание резьбы с помощью гаечного метчика
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже.
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
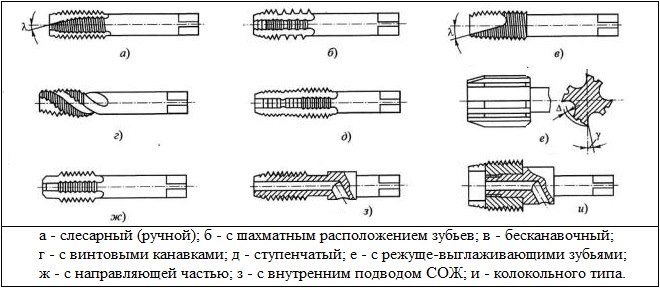
Конструкции основных типов метчиков
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
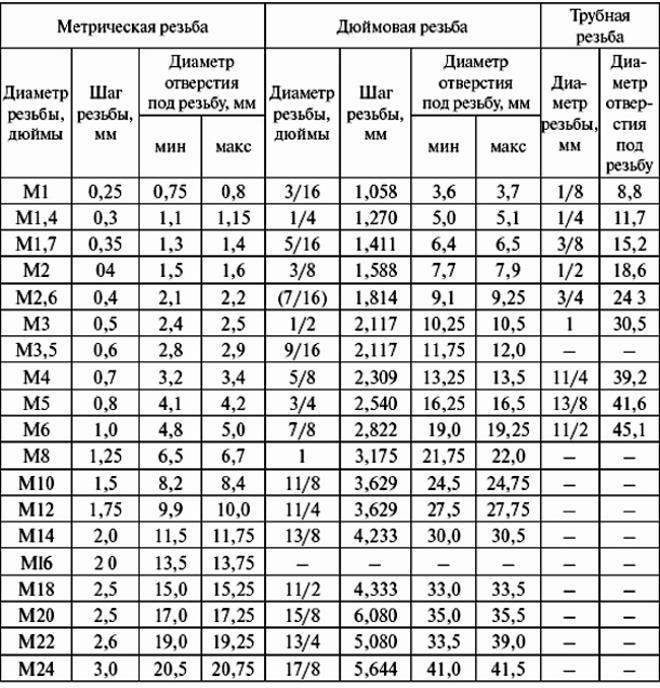
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Материалы для производства метчиков
Для изготовления метчиков различных типов используются следующие материалы:
Виды и размеры метчиков для нарезания резьбы
Метчик – металлорежущий инструмент для нарезания внутренней резьбы. Используются для конструкций с резьбовым соединением. Видов их достаточно много, рассмотрим основные и наиболее часто используемые как в быту, так и на производстве, их размеры, качество и примерные цены.
1. Метчики метрические

Размеры метрических метчиков: от 2мм до 60мм, размерный ряд очень широк, можно получить практически любую резьбу.
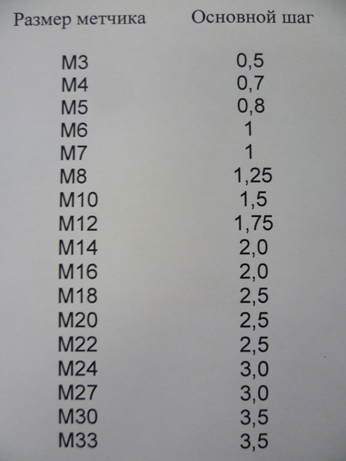
Шаг резьбы. Расстояние между витками резьбы. Он может быть разным, как мелким, так и крупным.
Каждый размер метчика имеет свой основной шаг. Чем больше размер, тем больше основной шаг. Помимо основного есть и несколько видов дополнительных шагов, но крупнее чем основной они быть не могут, только меньше. Приведу пример: метчик М10 имеет основной шаг 1,5, бывает и (М10*1) (М10*0,75) (М10*0,5), заметьте, что все дополнительные шаги меньше основного (т.е. витки очень частые)
Нарезают резьбу при помощи воротка (машинно-ручным метчиком или ручным), для чего предусмотрен квадрат на хвостовике для зажима в вороток.

Зажат в метчикодержатель
Статья про то, как правильно нарезать резьбу и какое отверстие нужно высверлить перед нарезанием.
Таблица основных метрических шагов резьбы.
Если не знаете точный размер заготовки, перед нарезкой нужно воспользоваться штангенциркулем для измерения внешнего диаметра детали, на которой будете резать резьбу.
А шаг резьбы можно измерить с помощью резьбомера.
Продаются метчики в основном комплектами из 2шт (первый и второй номера). Сначала проходят первым, он имеет более острый заход, потом вторым (чистовым), заход у него более тупой.
Если требуется просто поправить резьбу, то можно купить не комплектный, а одиночный (штучный). Выйдет дешевле, в два то раза точно.
2. Гаечный метчик.

Всегда длиннее обычного ручного
3. Левый метчик.

4. Метчики трубные.

5. Трубные конические метчики.

Что касается качества. Сталь идёт в основном быстрорежущая: Р6М5 (наиболее часто используемая), HSS. Предпочтительнее конечно Р18,


Цена на быстрорежущие Р6М5 львовского завода, Украина: М8 – 200руб, М10 – 250руб, М18 – 540руб, М27 – 750руб.
Как видим разница очень ощутимая.
Метчики для нарезания резьбы: виды, таблицы размеров, требования ГОСТ
Сделать резьбу в готовом металлическом отверстии или гайке можно буквально за секунды, если у вас есть метчик. С помощью этого металлорежущего инструмента можно нанести внутреннюю резьбу и откалибровать существующую.
Конечно, метчики – не единственный инструмент, применяемый для создания резьбы. В аналогичную категорию попадают, например, плашки и клуппы. Их применяют для нанесения резьбы снаружи детали. Но сейчас не про это.
Видов метчиков существует довольно много – опытные мастера о некоторых из них даже не слышали. Поэтому специфичные типы этого инструмента оставим узкопрофильным специалистам и разберем самые популярные.
Давайте попробуем подобрать инструмент под конкретные нужды. По представленному ниже алгоритму сделать это не составит особого труда.
Шаг 1. Сферы применения: домашняя мастерская или производство
Очевидно, что при работе в домашних условиях и на производстве мастеру понадобится разный инструмент.
Ручные метчики (они же слесарные) найдутся в любой мастерской. За счет значительной прочности и износостойкости инструмент позволяет выполнять работу высокой точности даже в бытовых условиях. Обычно они комплектуются специальным воротком, необходимым для вращения метчика.
Ручные метчики почти всегда продаются наборами из 2-3 штук различных диаметров. Каждый инструмент осуществляет свою задачу: одним производится черновая обработка резьбы, вторым (если есть) – промежуточная, третьим – чистовая, после которой профиль отвечает всем нормам ГОСТ (о них – ниже).
Но ручные метчики не предназначены для работы на высоких скоростях вращения. Для этого применяются машинные аналоги.
Машинные метчики сделаны из более качественной быстрорежущей стали, которая легко переносит серьезный нагрев, возникающий из-за трения и резки металла. Именно по прочности слесарные метчики уступают своим машинным аналогам. Кроме того, у машинных инструментов небольшая заборная часть, т.к. соосность метчика и отверстия заготовки обеспечивается конструкцией станка.
Есть еще третий вид метчиков – гаечные. Нетрудно догадаться, что они используются исключительно для нанесения резьбы в гайках.
Гаечные метчики обладают длинным хвостовиком, который устанавливается в специальный станок-автомат. После нанесения резьбы гайки одна за другой передвигаются на хвостовую часть и ожидают там, когда вся серия будет выполнена. После этого метчик удаляется из патрона, и все гайки сбрасываются в приемный лоток. Таким образом значительно экономится время на операцию, и увеличивается производительность.
Шаг 2. Тип отверстия: глухое или сквозное
Немаловажное значение имеет цель вашей работы: собираетесь ли вы создать профиль в глухом отверстии или дырка сквозная? В зависимости от этого и инструмент понадобится различный. В частности, большую роль будут играть канавки для отвода стружки на метчике. Они могут закручиваться (причем как влево, так и вправо), а могут располагаться прямо.
Прямолинейные канавки применяются в универсальных метчиках.
Инструменты с правым углублением канавки чаще используются для создания профиля в глухих отверстиях. По таким канавкам стружка выдавливается назад, наружу, и не засоряет отверстие.
Направленные влево винтовые канавки применяются для создания профиля в сквозных отверстиях. Стружка выдавливается прямо перед метчиком, сохраняя тем самым только что нанесенную резьбу от повреждений.
Есть еще вариант метчиков со стружечными канавками укороченной длины, известных как бесканавочные, или раскатники. Такая конструкция помогает создавать резьбу в изделиях, изготовленных из вязких материалов, например, из легированных высокопрочных и низкоуглеродистых вязких сталей, а также сплавов из алюминия.
На производстве существует несколько государственных стандартов, различающихся системой измерения. С помощью маркировки на метчике, можно понять, к какой из них относится инструмент – метрической или дюймовой. Исходя из типа устройства метчиков можно нанести три вида резьбы.
Метрические метчики пригодятся для создания профиля, размеры которого измеряются в миллиметрах. Они маркируются символом «M».
Профиль метчиков данного типа представляет собой равнобедренный треугольник с углом при вершине в 60°.
Размерный ряд метрических метчиков довольно обширный – с их помощью можно создать практически любой профиль. Каждый размер метчика имеет свой основной шаг – расстояние между витками резьбы. Чем больше размер, тем больше основной шаг. Для подбора инструмента используется специальная таблица на основе норм госстандартов (согласно ГОСТ 19257-73).

В отличие от метрических размер дюймовых метчиков обозначается в дюймах. Такая система пришла к нам из-за границы. В частности, из США и Великобритании.
Основной шаг обозначается количеством ниток (или числом витков), приходящихся на 1 дюйм. Чем показатель выше, тем мельче шаг резьбы.
Угол при вершине в дюймовой резьбе может быть различным. Угол в 60° характерен для метчиков, распространенных в Северной Америке. Максимальную популярность получила резьба UNC. Такой крепеж нередко встречается на ввозимой в Россию технике (газонокосилки, генераторы, культиваторы и т.п.).
Дюймовая резьба британского стандарта BSW имеет угол при вершине в 55°.
Ниже приведены дюймовые размеры метчиков наиболее популярных стандартов.

Среди дюймовых метчиков отдельно стоит выделить группу инструментов, используемых для создания профиля в трубных соединениях. Особенно часто трубная резьба встречается в элементах систем водоснабжения.
Размеры трубных метчиков специально подстроены под стандартные виды металлических труб. Они разделяются на цилиндрические и конические. Первые обозначаются литерой «G», после которой ставится цифра, соответствующая проходному диаметру. Трубные конические метчики маркируются символами «R» или «Rc». Резьба наносится на поверхности с конусностью 1:16 и доходит до упора.
Традиционно их размеры указываются в дюймах. Однако со временем система обозначений утратила идентичность реальным размерам, поэтому инструмент для трубной резьбы подбирают по таблицам (на основе ГОСТ 6357-81 и ГОСТ 6111-81).

Государственными стандартами определяются требования к размерам и характеристикам метчиков, а также вводятся максимальные допуски, класс точности и степень шероховатости поверхности. Практически все показатели по выбору и качеству резьбы регулируются ГОСТ 3266-81, который вы можете скачать с нашего сайта.
Как узнать размер метчика
Размеры метчиков регламентируются нормативными документами ГОСТ 3449-84, ГОСТ 3266-81, ГОСТ 6951-71.
Конструкционно метчик состоит из хвостовика и продольных или винтовых канавок, которые разделяют нити резьбы на перья. Перья располагаются по окружности инструмента, они режут и калибруют резьбовые витки.
Для производства метчиков применяется легированная сталь марок ШХ15, 9ХС, ХВСГ, инструментальная сталь марок У11А, У12А и быстрорежущая сталь марок Р6М5Ф4, Р6М5К5, Р18, Р6М5.
Существует несколько основных видов метчиков:
К основным параметрам ручных и машинных метчиков относятся:
Метчики диаметром до 20 (мм) изготавливаются с 3 продольными канавками, 20-40 (мм) с 4 канавками.
Важно: для нарезки точной резьбы используется комплект из 3 метчиков: черновой, стандартный и финальный метчик.
Общий вид  Общие характеристики метчиков Общие характеристики метчиков | d (мм) Диаметр резьбы в (мм) |
|---|
Шаг резьбы в (мм)
Количество отверстий до износа
(Машинный)
(Ручной)
| d (мм) Диаметр резьбы в (мм) |
|---|
Шаг резьбы в (мм)
Количество отверстий до износа
| d (мм) Диаметр резьбы в (мм) |
|---|
Шаг резьбы в (мм)
Предельное отклонение по шагу резьбы в (мм)
Количество отверстий до износа
Предостережение: приведенные выше данные являются официальными цифрами, однако следует учитывать, что информация является справочной и не гарантирует однозначной точности.
Метчик (для нарезки резьбы): конструктивные особенности, способы использования. Правила подбора качественного инструмента
Самыми прочными и надежными соединениями являются резьбовые. Такие соединения используются в самых разных сферах жизнедеятельности. Для того, чтобы получить такое соединение, необходимо сделать качественную резьбу.
Для выполнения этой цели существует такой инструмент, как метчик. Существуют множество разновидностей инструмента, которые могут отличаться размерами, формами и характеристиками будущей резьбы. В данной статье описаны виды метчиков, их характеристики и особенности.
Содержание
Назначение метчиков
Метчики используются только для нарезания внутренней резьбы. За внешнюю резьбу отвечают совершенно другие инструменты.




Обычно для изготовления резьбы используется набор, в который входят три метчика. Некоторые случаи требуют до пяти метчиков.

Для его использования необходим специальный инструмент – метчикодержатель. Зафиксированный в нем метчик вставляется в отверстие и проворачивается в нужную сторону.

Устройство и характеристики метчиков
Метчик является очень простым инструментом, его конструкция состоит из двух основных частей. Первая часть, это хвост метчика, именно это часть предмета фиксируется в метчикодержателе или на станке.

Вторая часть является основной, на ней расположена внешняя резьба, которая в свою очередь состоит из двух частей:

На боковых сторонах метчика находятся специальные элементы, которые называются перьями. Именно благодаря им, производится формирование резьбы.

Материалы
Для производства метчиков используются разные материалы, среди них:

Самым распространенным и оптимальным вариантом принято считать быстрорежущую сталь. Она обладает большим количеством преимуществ перед другими:



Для работы с некоторыми материалами изготавливают специальные метчики с дополнительным покрытием. Благодаря такому решению увеличивается срок службы и эффективность инструмента.

Виды метчиков
Существует большое количество метчиков, которые используются для формирования самых разных резьбовых отверстий. Все они подразделяются по разным параметрам. Первое разделение оборудования заключается в его типе резьбы:

Метчики по типу резьбы различаются углом профиля, количеством витков будущей резьбы. Также отличия заключаются в наклоне профиля, который необходим для большей надежности резьбового соединения.

Помимо этого, метчики могут различаться по типу канавки:

Изделия с винтовым типом канавки подразделяются на левый спиральный и правый спиральный. Они предназначены для создания разных отверстий. Первый тип используют для создания резьбы в глухих отверстиях, второй в сквозных.

Метчики делятся на одноподходные и многоподходные. В зависимости от вида они предназначены для выполнения работы в один, или в несколько подходов. Для многоподходных изделий нормально наличие комплекта из нескольких метчиков, каждый из которых необходимо использоваться для правильного формирования резьбы.

Основной параметр разделения метчиков на виды – назначение. Инструменты, отличающиеся по своему назначению:






Стоимость метчиков
Цены на метчики варьируются от нескольких сотен, до нескольких тысяч рублей. Все это зависит от материалов, из которых изготовлен инструмент и от его вида.

Таким образом простые метчики, такие как: слесарные, ступенчатые или винтовые изделия стоят относительно недорого, в то время как, стоимость ловильных метчиков начинается от четырех тысяч рублей.

Для формирования качественного и надежного резьбового отверстия важно подобрать правильный инструмент. Выбор зависит от того, с какими материалами предстоит и особенностей необходимой резьбы.



