Как определить диаметр отверстия
Проведение измерений в любой области техники предполагает использование специальных инструментов и приспособлений. Они отличаются между собой по способу применения, точности измерений и сфере, в которой могут быть использованы. Отдельное место в измерениях занимает определение отверстий. Вам понадобится
Вам понадобится
В самом простом случае, когда большая точность измерения не имеет существенного значения, используйте для определения диаметра отверстия измерительную линейку. Приставьте инструмент к отверстию на уровне его диаметра и произведите отсчет количества делений (сантиметров и миллиметров), которые умещаются в отверстии на этой линии. Для большинства бытовых измерений той точности, которую обеспечивает этот способ, вполне достаточно.
Для измерения неточных отверстий используйте нутромер. Введите устройство в измеряемое отверстие правой рукой. Указательным пальцем другой руки прижмите дужку нутромера к стенке отверстия. Теперь немного покачайте прибор, чтобы нащупать наименьший раствор дужек, при котором вторая дужка будет касаться стенки отверстия.
После того как раствор нутромера установлен, определите его величину по измерительной линейке. При этом конец линейки следует упереть в какую-нибудь обработанную поверхность (в стенку части суппорта и так далее). Точность измерения диаметра в этом случае будет невысока (в пределах 0,2-0,5 мм).
Более точное измерение диаметра отверстий, размер которых превышает 10 мм, производите штангенциркулем. Для этой цели предназначены закругленные боковые поверхности его верхних губок. Вставьте инструмент в отверстие и раздвиньте губки штангенциркуля, чтобы они уперлись в края отверстия. По шкале прибора определите диаметр отверстия с точностью до десятых долей миллиметра. Таким способом удобно измерять диаметр только той части отверстия, которая расположена возле торца детали, а вот проверить цилиндричность (отсутствие конуса) не получится.
Точные измерения диаметра отверстий можно проводить также специальным (микрометрическим) нутромером. Он снабжается удлинительными стержнями различной длины, присоединяемыми к стеблю прибора, что позволяет увеличить пределы измерений. В ходе проведения измерений следите, чтобы нутромер располагался строго перпендикулярно оси отверстия, диаметр которого определяется. Для этого один конец устройства уприте в поверхность отверстия, а второй перемещайте в диаметральной плоскости.
Токарное дело
Измерение отверстий
Измерение неточных отверстий
Измерение неточных отверстий производится при помощи обыкновенного или пружинного нутромера. Для измерения диаметра отверстия посредством этого инструмента вводят его правой рукой в измеряемое отверстие. Указательным пальцем левой руки прижимают губку одной из ножек его к стенке отверстия. Слегка покачивая нутромер, нащупывают наименьший раствор его ножек, при котором губка второй ножки касается стенки отверстия.
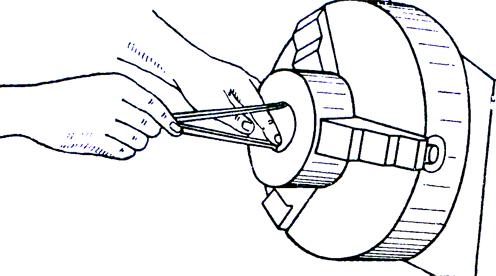
Измерение нутромером диаметра отверстия.
Установив раствор нутромера, определяют величину его по измерительной линейке. Конец линейки должен упираться в какую-либо обработанную поверхность, например в стенку части суппорта.
Точность измерения диаметра отверстия нутромером, учитывая ошибки установки его раствора и отсчета величины этого раствора по линейке, находится обычно в пределах от +0,2 до ±0,5 мм.
Отметим, наконец, что даже такая невысокая точность измерения нутромером, возможна лишь при исправном его состоянии. Для этого необходим уход за нутромером, подобный указанному выше при описании кронциркуля.
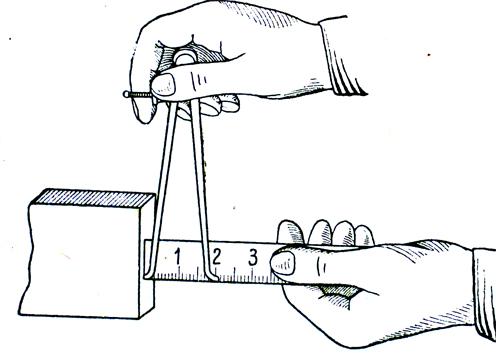
Определение величины раствора нутромера по измерительной линейке.
Диаметры более точных отверстий измеряются обыкновенным штангенциркулем, причем используются его острые губки 1 и 2.
Измерение точных отверстий
Измерение точных отверстий диаметром до 10 мм удобно производить посредством двух клиньев. Диаметр отверстия может быть измерен микрометром, или точным штангенциркулем прямо по клиньям в том месте, где поставлен размер D, или же его можно получить измеряя расстояние. В последнем случае необходима калибровка клиньев, для чего следует произвести ряд измерений соответственных величин D и L, что можно осуществить закладывая клинья в несколько калиброванных колец. Очевидно, что чем меньше угол наклона клиньев, тем точнее может быть измерен с их помощью диаметр отверстия.
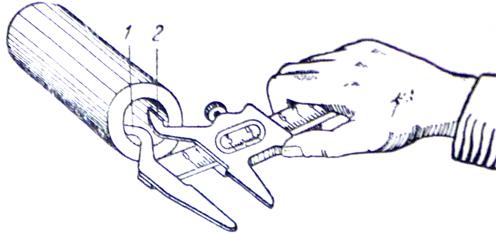
Измерение диаметра отверстия обыкновенным штангенциркулем.
Однако одновременно с уменьшением угла клиньев становится меньше область диаметров, покрываемая данной парой клиньев. Наиболее удобным, с практической точки зрения, является уклон клиньев 1:5. Клинья должны быть изготовлены из инструментальной стали и закалены. Применение таких клиньев ограничивается измерением сквозных отверстий в деталях небольшой длины.
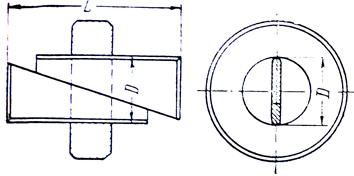
Клинья для измерения точных отверстий.
Отверстия, диаметр которых превышает 10 мм, можно измерять точным штангенциркулем, используя для этого закругленные наружные боковые поверхности его губок. Для определения диаметра измеряемого отверстия к показанию штангенциркуля, прочитанному обычным способом, необходимо прибавлять общую длину его плотно сдвинутых губок. Длина эта (обычно 10 мм) указывается на штангенциркуле. Тем не менее, однако, во избежание ошибки перед измерением отверстия рассматриваемым способом следует предварительно измерить общую длину губок штангенциркуля, например микрометром. Отметим в заключение, что при помощи штангенциркуля можно измерять диаметр только части отверстия, расположенной у торца детали, и нельзя проверить его цилиндричность (отсутствие конуса), что во многих случаях является совершенно необходимым.
Измерение точных отверстий можно производить также при помощи микрометрических штихмасов. Микрометрический штихмас состоит из стебля 2, имеющего на одном конце наконечник 1 со сферической измерительной поверхностью и движущегося в стебле микрометрического винта со второй сферической измерительной поверхностью 4. Перемещение винта, соответствующее его полным оборотам, отсчитывается по шкале стебля, а перемещение, соответствующее частям оборота, по шкале барабана 3, связанного с микрометрическим винтом.
Для увеличения пределов измерения микрометрического штихмаса к концу стебля могут присоединяться измерительные стержни различной длины, оканчивающиеся сферическими измерительными поверхностями.
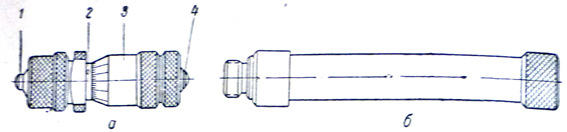
Штихмас (а) и дополнительный измерительный стержень(б).
Рассматриваемый штихмас имеет такой же микрометрический винт, как и микрометр для наружных измерений и поэтому с его помощью можно производить измерения с точностью до + 0,01 мм. Отсчет по микрометрическому штихмасу производится точно так же, при пользовании обыкновенным микрометром.
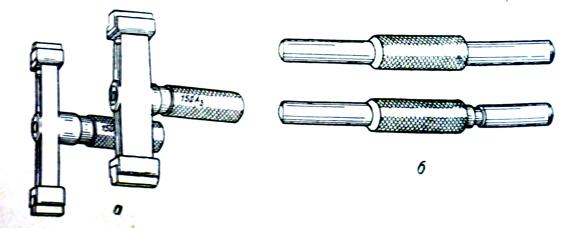
Предельные калибры-пробки (а) и предельные штихмасы (б).
Измеряя отверстия штихмасом, необходимо тщательно следить за тем, чтобы он был установлен точно перпендикулярно к оси измеряемого отверстия. Для этого следует опереть один конец штихмаса на поверхность отверстия, а другой перемещать в диаметральной плоскости его, нащупывая наименьший размер, подобно тому, как это делается при измерении диаметров отверстий нутромером. Для проверки диаметров точных отверстий используются разнообразные предельные калибры-пробки и предельные штихмасы. Отверстия сравнительно небольших диаметров проверяются предельными калибрами-пробками, подобными показанной на рисунке (б). При проверке отверстий больших диаметров пользуются так называемыми неполными предельными калибрами (а) или предельными штихмасами (б). Один из инструментов каждого из этих типов является проходным, а другой не проходным.
Измерение глубоких отверстий
Общеупотребительными инструментами (кронциркулем и штангенциркулем) можно измерить только входную часть отверстия, что в рассматриваемом случае недостаточно. Поэтому измерение глубоких отверстий производится специальными инструментами.
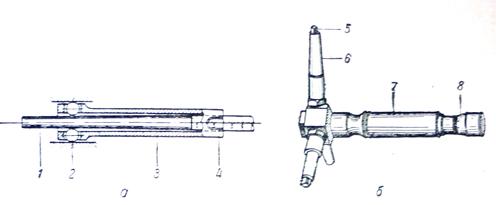
Инструменты для измерения глубоких отверстий.
При измерении отверстий небольших диаметров можно пользоваться инструментом, показанным на рисунке (а). Он состоит из трубки 5, в утолщенной левой части которой расположены три шарика 2. Внутри трубки 3 находится конический стержень 1, на правой цилиндрической части которого нанесены деления. На правом конце трубки 3 имеется вырез 4 с такими же фасками, какие имеются у обыкновенного штангенциркуля. На одной из этих фасок есть нулевой штрих.
Вкладывая инструмент в измеряемое отверстие, сначала отодвигают стержень 1 вправо настолько, чтобы шарики сблизились и головная часть инструмента могла войти в отверстие. После этого вдвигают стержень и делают отсчет по его шкале.
При сравнительно больших (свыше 60 мм) диаметрах отверстий пользуются специальными микрометрами (б). Такой микрометр имеет три измерительных стержня 5 со сферическими концами, причем каждый стержень может двигаться в трубчатой ножке 6, ввинченной в корпус микрометра. Под действием конического валика, расположенного внутри корпуса 7 микрометра, все стержни 5 могут иметь перемещение в радиальном направлении. Правый конец этого валика снабжен микрометрической резьбой и продольные перемещения его отсчитываются по шкале 8, как у обыкновенного микрометра.
Измерение параметров дисков.


Но чтобы измерять не все параметры, часть из них можно прочитать в инструкции по эксплуатации по вашему автомобилю или на запасном колесе, если машина укомплектована «литым» (из алюминиего сплава) полноразмерным запасным колесом (таким же, как и все остальные колёса, которые стоят на машине). Для этого нужно вынуть колесо из багажника и прочитать надписи на внутренней стороне диска.
Если же у вас машина укомплектована «докаткой», то необходимо снять одно колесо с машины, если там стоят «литые» диски.
На обычных «стальных» дисках, как правило, изнутри не написаны параметры диска и маркируются они по внутреннему заводскому коду, который позволяет узнать параметры диска только у официального дилера автомобиля или производителя дисков.
Осмотрим внимательно надписи на «литом» диске изнутри:
1. Ширина диска
2. Диаметр диска
На большинстве литых дисков указывается три параметра, это «вылет», «ширина диска» и «диаметр диска». Ширина диска обычно обозначается вот так: 5,5J х 13 или 5 1/2J х 13, где 5 и 1/2 — значение ширины диска – 5,5 дюймов, а 13 – диаметр диска в дюймах.

3. Вылет диска (ЕТ)
Вылет (или как его ещё называют «вынос диска») обычно обозначается двумя буквами ET или надписью OFFSET и далее идут параметры выноса, например, ET35 или OFFSET 35, где 35 – это значение вылета в миллиметрах.

Если эти параметры нашлись на диске, то нам остаётся узнать только три параметра:
4. Количество крепёжных отверстий под болты или гайки, которыми крепится диск к машине
5. Диаметр, на котором расположены эти крепёжные отверстия (PCD)

Посчитать количество отверстий под болты не составляет проблем, обычно их бывает — 3, 4, 5 или 6.
Диаметр, на котором они расположены иногда «выбит» изнутри диска, как показано на рисунке:

К сожалению, иногда не очень понятно где именно написаны эти цифры значения PCD, поскольку каждый производитель дисков может их написать в разных местах или не написать совсем. Поэтому нам понадобится Штангенциркуль или обычная линейка.
Нужно измерить расстояние между центрами дальних отверстий, расположенных напротив друг друга, как показано на рисунках:


Измерения нужно проводить с высокой точностью, поскольку существуют очень близкие значения, (например, 98 и 100 или 110 и 112) и которые нельзя ставить одни вместо других!
Для большей уверенности в измерениях, мы приводим таблицу применяемости различных значений PCD к маркам автомобилей. Например, если у вас автомобиль Мерседес, а при измерении получилось 111 мм, то реальное значение равно 112 мм, поскольку Мерседес не делает дисков ни 110 ни 111 мм.
98 – Lada, Alfa-Romeo, Citroen, Fiat, Lancia, Peugeot, Seat, Skoda.
100 — Audi, BMW, Cooper, Chevrolet, Chrysler, Citroen, Daewoo, Daihatsu, Fiat, Honda, Hyundai, Jeep, Kia, Mazda, Mitsubishi, Nissan, Opel, Peugeot, Proton, Renault, Rover, Seat, Skoda, Subaru, Suzuki, Toyota, Volkswagen.
108 — Audi, Citroen, Ford, Jaguar, Landrover, Mazda, Peugeot, Renault, Saab, Volvo.
110 — Fiat, Opel, Saab, Alfa-Romeo.
112 — Audi, Chrysler, Ford, MCC-Smart, Mercedes-Benz, Seat, Skoda, Volkswagen.
114.3 — Chevrolet, Chrysler, Citroen, Jeep, Daewoo, Daihatsu, Dodge, Fiat, Ford, Honda, Hyundai, Kia, Lexus, Landrover, Mazda, MCC-Smart, Mitsubishi, Nissan, Peugeot, Renault, Rover, Subaru, Suzuki, Toyota, Volvo.
115 — Chevrolet, Chrysler, Opel.
118 — Citroen, Fiat, Nissan, Opel, Peugeot, Renault.
120 — BMW, Hyundai, Volkswagen.
120.7 — Jaguar.
Грузовые и внедорожники:
127 — Jeep.
130 — Audi, Citroen, Fiat, Mercedes-Benz, Nissan, Opel, Peugeot, Porsche, Renault, Volkswagen.
139.7 — Jeep, Daihatsu, Ford, GMC, Hyundai, Isuzu, Kia, Lada-Niva, Mazda, Mitsubishi, Nissan, Opel, Ssangyong, Suzuki, Toyota.
150 — Lexus, Toyota.
160 — Ford, Opel, Renault.
161 — Mercedes-Benz, Volkswagen.
165.1 — Landrover.
170 — Opel, Renault.
180 — Ford.
205 — Mercedes-Benz, Volkswagen.
6. Диаметр отверстия под ступицу (DIA)
На многих дисках центральное отверстие под ступицу имеет больший диаметр, чем ступица и диск центруется специальным пластиковым кольцом (на фото переходное кольцо 67,5мм на 56,1мм)
Если же диск оригинальный (или обычный стальной), то на нем нет переходного кольца и он центруется центральным отверстием самого диска. И его можно тоже измерить обычной линейкой или Штангенциркулем.
Как найти диаметр окружности

Статья находится на проверке у методистов Skysmart.
Если вы заметили ошибку, сообщите об этом в онлайн-чат
(в правом нижнем углу экрана).
Основные понятия
Прежде чем погружаться в последовательность расчетов, важно понять разницу между понятиями.
Окружность — замкнутая плоская кривая, все точки которой равноудалены от центра, которая лежит в той же плоскости.
Круг — часть плоскости, лежащая внутри окружности, а также сама окружность.
Если говорить проще, окружность — это замкнутая линия, как, например, обруч и велосипедное колесо. Круг — часть плоскости, ограниченная окружностью, как блинчик или вырезанный из картона кружок.
Диаметр — отрезок, который соединяет две точки окружности и проходит через ее центр.
Радиус — отрезок, который соединяет центр окружности и любую точку на ней.
Как узнать диаметр. Формулы
В данной теме нам предстоит узнать три формулы:
1. Общая формула.
Исходя из основных определений нам известно, что значение диаметра равно двум радиусам: D = 2 × R, где D — диаметр, R — радиус.
2. Если перед нами стоит задача найти диаметр по длине окружности
D = C : π, где C — длина окружности, π — это константа, которая равна отношению длины окружности к диаметру, она всегда равна 3,14.
Чтобы получить правильный ответ, можно поделить столбиком или использовать онлайн-калькулятор.
3. Если есть чертеж окружности
Эти простые формулы могут пригодиться не только на школьных уроках, но и если вы решите освоить профессию дизайнера интерьера, архитектора или модельера одежды.
Диаметр отверстия под резьбу: таблица размеров по ГОСТ и расчет
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия. Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов.

Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.
Параметры отверстия
Различают следующие параметры резьбы:
Условием соединения деталей между собой является полное совпадение показателей внешней и внутренней резьбы. В случае, если какая-то из них выполнена без соблюдения требований, то крепление будет ненадежным.

Крепление может быть болтовым или шпилечным, которые кроме основных деталей включают в себя гайки и шайбы. В скрепляемых деталях перед соединением формируют отверстия, а затем проводят нарезание.
Чтобы выполнить ее с максимальной точностью, следует предварительно сформировать отверстие сверлением, равное величине внутреннего диаметра, то есть образуемого вершинами выступов.
При сквозном выполнении диаметр отверстия должен быть на 5-10% больше размера болта или шпильки, тогда выполняется условие:
где d – номинальный диаметр болта или шпильки, мм.
Для определения размера отверстия второй детали расчет ведут так: из значения номинального диаметра (d) вычитают величину шага (Р) – полученный результат является искомым значением:
Результаты расчетов наглядно демонстрирует таблица диаметров отверстий под резьбу, составленная по данным ГОСТ 19257-73, для размеров 1-1,8 мм с малым и основным шагами.
| Диаметр номинальный, мм | Шаг, мм | Размер отверстия, мм |
| 1 | 0,2 | 0,8 |
| 1 | 0,25 | 0,75 |
| 1,1 | 0,2 | 0,9 |
| 1,1 | 0,25 | 0,85 |
| 1,2 | 0,2 | 1 |
| 1,2 | 0,25 | 0,95 |
| 1,4 | 0,2 | 1,2 |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 1,6 | 0,35 | 1,25 |
| 1,8 | 0,2 | 1,6 |
| 1,8 | 0,35 | 1,45 |
Немаловажным параметром является глубина сверления, которая вычисляется из суммы таких показателей:
При этом 3 последних параметра справочные, а первый вычисляется через коэффициенты учета материала изделия, которые равны для изделий из:

Внутренняя резьба на муфте-бочонке
Таким образом, глубина ввинчивания составляет произведение коэффициента учета материала на номинальный диаметр, и выражается в миллиметрах.
Разновидности резьбы
Резьбы по системе измерения подразделяют на метрические, выражаемые в миллиметрах, и дюймовые, измеряемые в соответствующих единицах. Оба этих вида могут выполняться как в цилиндрической, так и в конической формах.

Они могут иметь профили различных форм: треугольные, трапецидальные, круглые; делиться по признаку применения: для крепежных деталей, сантехнических элементов, трубные и прочие.
Диаметры подготовительных отверстий под нарезание резьбы зависят от ее вида: метрическая, дюймовая или трубная, — это нормировано соответствующими документами.
Отверстия в трубных соединениях, выраженные в дюймах, прописаны в ГОСТ 21348-75 для цилиндрической формы и ГОСТ 21350-75 – для конической. Данные справедливы в случае использования меди и безникелиевых стальных сплавов. Нарезку осуществляют внутри вспомогательных деталей, в которые будут ввинчиваться трубы – сланцев, хомутов и прочих.
В ГОСТ 19257-73 приведены диаметры отверстий под нарезание метрической резьбы, где в таблицах показаны размерные ряды номинальных диаметров и шагов, а также параметры отверстий под метрическую резьбу с учетом значений предельных отклонений.

Типы резьбы по ГОСТам
Данные, приведенные в таблице ГОСТ19257-73 подтверждают расчет, приведенный выше, в которых параметры отверстий под метрические виды рассчитывают из номинального диаметра и шага.
ГОСТ 6111-52 нормирует диаметры отверстий под дюймовую коническую резьбу. В документе указаны два диаметра с расхождением на конус и один – без развертывания, а также глубины сверления, все величины, кроме номинального значения, выражены в миллиметрах.
Приспособления
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.


Контроль допуска расположения метрической резьбы
При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.

Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
Сверла бывают катанные, вороненные темного цвета, и блестящие – шлифованные.
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.
Методика нарезания
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:

Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки.
Выбор размера сверла
Диаметр сверла для отверстия под метрическую резьбу определяется так же формуле (2), с учетом ее основных параметров.
Стоит отметить, что при нарезке в пластичных материалах, таких как сталь или латунь, происходит повышение витков, потому необходимо под резьбу выбирать диаметр сверла больший, чем для хрупких материалов, таких как, чугун или бронза.
На практике размеры сверл, как правило, немного меньше нежели необходимое отверстие. Так, в таблице 2 показаны соотношение номинального и наружного резьбовых диаметров, шага, диаметров отверстия и сверла для него под нарезание метрической резьбы.
Таблица 2. Соотношение основных параметров метрической резьбы с нормальным шагом и диаметров отверстия и сверла
| Номинальный диаметр, мм | Наружный диаметр, мм | Шаг, мм | Наибольший диаметр отверстия, мм | Диаметр сверла, мм |
| 1 | 0,97 | 0,25 | 0,785 | 0,75 |
| 2 | 1,94 | 0,4 | 1,679 | 1,60 |
| 3 | 2,92 | 0,5 | 2,559 | 2,50 |
| 4 | 3,91 | 0,7 | 3,422 | 3,30 |
| 5 | 4,9 | 0,8 | 4,334 | 4,20 |
| 6 | 5,88 | 1,0 | 5,153 | 5,00 |
| 7 | 6,88 | 1,0 | 6,153 | 6,00 |
| 8 | 7,87 | 1,25 | 6,912 | 6,80 |
| 9 | 8,87 | 1,25 | 7,912 | 7,80 |
| 10 | 9,95 | 1,5 | 8,676 | 8,50 |
Как видно из таблицы, существует некий размерный предел, который рассчитан с учетом допусков для резьбы.
Размер сверла при этом значительно меньше, чем отверстие. Так, например, под резьбу М6, наружный диаметр которой 5,88 мм, а ее наибольшее значение отверстия не должно превышать 5,153 мм, стоит использовать сверло на 5 мм.
Отверстие под резьбу М8 с наружным диаметром 7,87 мм составит только 6,912 мм, значит, для него сверло будет 6,8 мм.
Качество резьбы зависит от множества факторов при ее нарезании: от выбора инструмента до правильно рассчитанного и подготовленного отверстия. Слишком малое оно приведет к повышенной шероховатости и даже поломке метчика. Большие усилия, приложенные к метчику – способствуют несоблюдению допусков и, как результат, не выдерживаются размеры.



