Как ускорить процесс фильтрования




Ускорение процесса фильтрации
Фильтрация является узким местом в четырехпосудном варочном порядке, что определяет длительность всего процесса приготовления сусла в целом. Поэтому решению вопроса ускорения процесса фильтрации следует уделять особое внимание.
Фильтрацию можно ускорить, применяя дробление солода с предварительным смачиванием (мокрое дробление) его. Дробление проводят на специальном оборудовании, которое в ЧССР выпускают заводы объединения ЗВУ, а за рубежом такие фирмы, как «Циманн» и «Штайнекер», в ФРГ и др.
Оборудование для мокрого дробления солода работает циклически. После наполнения замочного бункера солод сначала в течение 10-20 мин орошается водой, нагретой до температуры 30-37°С.
Влажность солода поднимается в конце смачивания до 25-35%. Смоченный таким образом солод после стекания избыточной воды, которая обычно направляется в заторный чан, дробится. Полученный дробленый солод перемешивается в смесителе с необходимым количеством воды соответствующей температуры (количество и температура добавляемой воды определяется требованиями к температуре и густоте затора). Полученный затор поступает в заторный чан. Все оборудование после окончания рабочего цикла дробления споласкивают, при этом промывную воду также перекачивают в заторный чан.
Основным эффектом мокрого дробления солода является повышение пористости слоя дробины, которая является следствием низкой степени разрушения оболочки солода по сравнению с дроблением в классических условиях. Этот эффект можно использовать двойным способом: или не изменять общую величину солодовой засыпи при сокращении общего времени фильтрации, или повышать ее при сохранении общего времени фильтрации. В первом случае сокращение общего времени фильтрации достигает до 27%. Применение мокрого дробления нежелательно в тех случаях, когда при большой производительности фильтрационного чана на затор используется значительное количество сахара-сырца, так как при этом низкий и в значительной мере рыхлый слой дробины вымывается неравномерно, что приводит к снижению выхода экстракта.
Обычно же выход экстракта при мокром дроблении солода по сравнению с классическими условиями не изменяется, и не наблюдаются никакие существенные изменения в составе полученного сусла. А в случае, например, перегрузки фильтрационного чана, применяя мокрое дробление солода за счет хорошего вымывания рыхлого слоя дробины, можно добиться даже повышения выхода экстракта.
2.1.7. Фильтрование
Фильтрованием называют удаление взвешенных частиц из жидкости путем пропускания ее через пористый материал (фильтровальную бумагу, картон, пористые фарфор или стекло, асбест, волокнистые материалы, ткань, стекловату, керамические фильтры, фарфоровые пластинки, слой фильтровального порошка и др.). При фильтровании на фильтре накапливается осадок, который уменьшает величину пор и сам является дополнительным фильтрующим слоем. Поэтому довольно часто прибегают к повторному фильтрованию через тот же фильтр.
На скорость фильтрования влияют температура, давление, вязкость и размер твердых частиц. При повышенных температуре и давлении жидкость фильтруется быстрее, что следует учитывать при фильтровании вязких растворов.
Применяемые в лаборатории фильтрующие материалы разделяют на сыпучие и пористые. К сыпучим относят кварцевый песок, от величины зерен которого зависят скорость и качество фильтрования, а также фильтровальные порошки (кизельгур, фильтроперлит). Наиболее часто в качестве фильтрующих материалов в лаборатории используют фильтровальную бумагу различной плотности и пористые стеклянные фильтры с различной величиной пор (фильтр № 1 – 100. 120 мкм, № 2 – 40. 50 мкм, № 3 – 20. 35 мкм, № 4 – 4. 10 мкм).
Фильтровальная бумага отличается от обычной тем, что она не проклеена, более чиста по составу и волокниста, в связи с чем и обладает фильтрующими свойствами. Различают бумажные фильтры обычные и беззольные. Беззольные фильтры в процессе изготовления промывают кислотами (НС1, НF) и таким образом удаляют большую часть минеральных веществ. Обычно массу золы от фильтра того или иного размера указывают на обложке пачки. Если она превышает 0,0002 г, то есть находится в пределах чувствительности аналитических весов, то ее вычитают из массы прокаленного осадка, а если меньше, то ею пренебрегают. Промышленность выпускает беззольные фильтры нескольких сортов, различающиеся по диаметру (6, 7, 9 и 11 см).
Если же на пачке с фильтровальной бумагой указано «Масса золы одного фильтра равна 0,0004 г», то это обычная фильтровальная бумага.
Готовые фильтры различают по плотности фильтровальной бумаги. В зависимости от плотности бумаги пачка каждого сорта снабжена лентой определенного цвета. Фильтры с черной или красной лентой наименее плотные, то есть это быстрофильтрующие и крупнопористые фильтры, которые используют для отделения аморфных осадков гидроксидов Fе(ОН)3, А1(ОН)3 и др. Фильтры с белой лентой средней плотности применяют для отделения большинства кристаллических осадков, а фильтры с синей лентой – мелкопористые. Они наиболее плотные и медленно фильтрующие, в связи с чем их применяют для отделения тонкодисперсных осадков.
Фильтр подбирают такой величины, чтобы он не доходил до края воронки на 5. 10 мм. Фильтр не должен выступать над краем воронки. Фильтр, вложенный в воронку, смачивают тем же растворителем, который служил для приготовления фильтруемого раствора. Во время фильтрования уровень жидкости в воронке все время должен быть немного ниже края бумаги.
Перед началом фильтрования выбирают фильтр необходимой плотности и наиболее подходящего размера. При этом руководствуются не объемом фильтруемой жидкости, а количеством отделяемого осадка. Осадок должен заполнить не более половины объема, образуемого фильтром, иначе возникнут затруднения с его промыванием.
Рис. 2.3. Складывание беззольного фильтра
Для фильтрования подбирают стеклянную воронку с углом 60º. Круглый фильтр сначала перегибают по диаметру вдвое, затем вчетверо (рис. 2.3) так, чтобы боковые сгибы не совпадали друг с другом на 3. 5 мм. Затем полученный конус вкладывают в воронку, расправляют и смачивают дистиллированной водой. Между стеклом и бумагой не должно оставаться пузырьков воздуха. Фильтр заполняют дистиллированной водой и проверяют, заполнена ли трубка воронки водой. Если нет, закрывают конец трубки пальцем руки, фильтр наполняют до краев водой и другой рукой осторожно приподнимают его по стенке воронки так, чтобы удалился воздух из трубки, после чего снова плотно прижимают фильтр к стеклу. Неправильно вложенный в воронку фильтр значительно замедляет фильтрование.
Воронку с фильтром помещают в кольцо штатива и подставляют под нее стакан для собирания фильтрата. Во избежание разбрызгивания жидкости скошенный конец воронки должен касаться внутренней стенки стакана. Далее приступают к декантации, осторожно сливая отстоявшуюся жидкость с осадка, стараясь не взмутить осадок, чтобы поры фильтра возможно дольше не засорялись твердыми частицами и фильтрование проходило быстрее. Жидкость сливают на фильтр только по стеклянной палочке, которую держат отвесно (рис. 2.4); нижний конец ее должен находиться примерно на середине боковой поверхности фильтра, но не касаться его. По мере наполнения фильтра палочку вместе со стаканом поднимают. Убирая стакан, ведут носиком его вверх по палочке так, чтобы последняя капля не стекала на наружную поверхность. Наполнив фильтр, палочку возвращают в стакан, стараясь не взмутить осадок. Чтобы исключить потерю частиц осадка, находящихся на самой палочке, следует держать ее только в стакане или над фильтром (при декантации). Когда вся жидкость с осадка декантирована, приступают к его промыванию.

Рис. 2.4. Фильтрование
Рис. 2.5. Схема изготовления складчатого фильтра
Бумажные фильтры бывают простые и складчатые. Складчатые фильтры делают вручную, они имеют большую фильтрующую поверхность, фильтрование с ними идет быстрее.
Складчатые фильтры готовят из фильтровальной бумаги следующим образом: круглый фильтр складывают вдвое, а затем гармошкой (рис. 2.5). Фильтрующая поверхность складчатого фильтра в 2 раза больше, чем простого. Для его изготовления квадратный лист фильтровальной бумаги нужного размера складывают пополам, затем вчетверо и обрезают ножницами уголок. После этого фильтр складывают гармошкой, развертывают и помещают в воронку. При изготовлении фильтра следует избегать прорыва бумаги. Складки фильтра не должны подходить вплотную к его центру.

Рис. 2.6. Фильтрующий тигль и воронка
Фильтрование проводят различными способами. Кроме бумажных фильтров, применяют стеклянные фильтрующие тигли и воронки (рис. 2.6), которые снабжены впаянной внутрь пористой стеклянной пластинкой, которая и служит пористым слоем (см. приложение 10). Для фильтрования растворов с концентрированными кислотами или щелочами бумажные фильтры не применяют (их применяют только для тех осадков, которые будут прокаливаться при температуре выше 500 °С). В этих случаях удобно пользоваться пористыми стеклянными фильтрами, в которых фильтрующим материалом служит пористая стеклянная пластинка, обладающая определенной проницаемостью. Фильтруют через эти фильтры с помощью вакуума, создаваемого чаще всего насосом Камовского или водоструйным насосом. Перед применением фильтр промывают разбавленной соляной или азотной кислотой, затем горячей водой, ополаскивают дистиллированной водой и сушат при температуре не выше 300 ° С до постоянной массы.
Фильтрование и промывание проводят по прописи для бумажных фильтров. Следует помнить, что стеклянные фильтры под действием щелочей могут деформироваться. Если фильтрат получается мутным, фильтрование повторяют.
Для ускорения процесса фильтрования его проводят при пониженном давлении (рис. 2.7), создавая в приемнике уменьшенное давление. Для такого фильтрования пользуются воронкой Бюхнера (рис. 2.8) или пористым стеклянным фильтром, который через колбу Бунзена соединяют с водоструйным или вакуум-насосом (рис. 2.9). В качестве фильтрующей перегородки на воронку Бюхнера укладывают бумажный или тканевый фильтр либо намывной слой асбеста. При фильтровании с пониженным давлением необходимо следить, чтобы фильтрат не доходил до уровня отростка, соединенного с вакуум-насосом, поэтому по мере наполнения колбы фильтрат необходимо сливать.
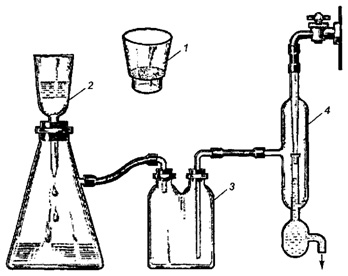
Рис.2.7. Фильтрование при пониженном давлении:
1 — стеклянный тигель с пористым фильтрующим дном; 2 — стеклянная воронка с пористой фильтрующей перегородкой; 3 — буферная ловушка; 4 — водоструйный насос
Рис. 2.8. Фарфоровые воронки Бюхнера
ис. 2.9. Фильтрование через воронку Бюхнера
В некоторых случаях (например, для фильтрования студенистых осадков) необходимо провести фильтрование при определенной температуре. Тогда используют металлическую полую двухстенную воронку, снабженную боковыми отверстиями (рис. 2.10). В пространство между стенками наливают воду. В металлическую воронку вставляют стеклянную с вложенным в нее бумажным фильтром. Горелкой нагревают воду в металлической воронке, пока она примет нужную температуру или прокачивают воду из термостата. Фильтрование проводят по обычной схеме.
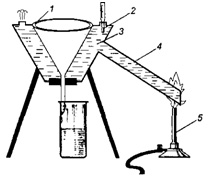
Рис. 2.10. Приспособление для горячего фильтрования:
1 – стеклянная воронка с фильтром; 2 – термометр; 3 – полая металлическая воронка, наполненная водой; 4 – отросток для подогревания воды; 5 – горелка
При фильтровании следует соблюдать следующие правила:
СПОСОБЫ РЕГУЛИРОВАНИЯ СКОРОСТИ ФИЛЬТРАЦИИ
Для каждой массы существуют свои оптимальные условия фильтрации. У жирных фаянсовых масс при толщине коржа около 20 мм процесс фильтрации практически прекращается. У фарфоровой массы этот момент наступает при толщине корда 35 мм. Тощие массы фильтруются значительно быстрее пластичных. Для быстро фильтрующихся фарфоровых масс при давлении 0,8-1,0 МПа толщина коржа составляет около 30 мм при влажности 20-23 %, время фильтрации 1,5-2,0 ч: для пластичных фаянсовых масс, содержащих большое количество глинистых материалов, давление фильтрации повышают до 1,6-1,8 Мпа, а толщину коржа снижают до 20-25 мм, время фильтрации возрастает до 2,5-3,0 ч. Оптимальная скорость фильтрации составляет 0,2 % в минуту.
На скорость фильтр-прессования и на качество получаемого осадка массы большое влияние оказывает режим давления (скорость подъема давления фильтрования). На каждом конкретном предприятии следует установить оптимальную кривую повышения давления прессования с учетом особенностей свойств массы, конструкции фильтр-прессов и насосов, подающих шликер на обезвоживание.
Характерной особенностью фильтрования является влияние на процесс двух принципиально различных групп факторов. К первой группе факторов относятся такие переменные, как:
— поверхность фильтровальной перегородки,
— время процесса фильтрования,
— толщина слоя осадка,
— вязкость жидкой фазы.
Ко второй группе факторов следует отнести размер и форму пор осадка и фильтровальной перегородки, толщину двойного электрического слоя на поверхности твердых частиц и другие реологические свойства фильтруемой суспензии.
Основными факторами, определяющими эффективность процесса фильтрования и производительность фильтра, являются:
— состав и влажность отфильтрованного осадка,
— толщина отфильтрованного осадка;
— удельное сопротивление отфильтрованного осадка напору дисперсионной среды.
При увеличении толщины слоя возрастает гидравлическое сопротивление току жидкости и возникает необходимость повышения давления фильтрации. Однако, при этом осадок массы сжимается, что приводит к уменьшению величины пор и резкому увеличению сопротивления току жидкости.
Поэтому важно не допускать резкого скачкообразного подъема давления фильтр-прессования. Кроме замедления процесса фильтрования скачкообразный подъем давления приводит к неоднородности массы по влажности (внутренние слои осадка получаются более влажными), что влечет за собой появление дефектов формования и сушки. Такое же явление наблюдается при подаче шликера толчками (при плохой работе поршневых насосов). Постоянные толчки не только сжимают осадок, но и способствуют забиванию пор осадка самыми тонкими частицами массы, что еще больше увеличивает гидравлическое сопротивление.
Следует отметить, что все перечисленные свойства в свою очередь определяются реологическими характеристиками керамической суспензии, которые зависят от природы сырьевых материалов, входящих в ее состав. Уменьшение удельного сопротивления осадка возможно за счет увеличения концентрации твердых частиц суспензии при снижении ее влажности. Однако чрезмерное уменьшение влажности шликера недопустимо из-за возникающих сложностей с его транспортировкой по шликеропроводу.
Эффективность процесса фильтрования зависит в первую очередь от способа его организации (периодичность либо непрерывность, постоянная скорость процесса фильтрования, постоянная разница давлений, переменная разница давлений, переменная скорость процесса фильтрования, разбавление жидкой фазы суспензии растворителем и т.д.).
1) Наибольшая производительность непрерывно действующих фильтров при постоянной разности давлений достигается максимально быстрым удалением осадка с фильтровальной перегородки. (В соответствии с основным уравнением фильтрования скорость фильтрации тем больше, чем меньше толщина слоя осадка на фильтровальной перегородке и объем полученного фильтрата). Для увеличения производительности фильтра на основных операциях (фильтрование, промывка и продувка осадка) целесообразно как можно чаще повторять циклы работы фильтра, подавая на него по возможности небольшие порции суспензии. Технологические параметры, обеспечивающие максимальную производительность фильтра при постоянной разности давлений, определяются аналитическим путем, суть которого заключается в следующем:
— определение функциональной зависимости средней производительности фильтра в единицу времени за весь цикл его работы от продолжительности основных операций
— определение максимального значения полученной функции (продолжительности операции фильтрования при максимальной производительности фильтра).
Существует ряд практических рекомендаций, выполнение которых обеспечит максимальную эффективность при производственных операциях фильтрования на периодически действующих фильтрах при постоянной разности давлений.
Во-первых, необходимо учитывать, что толщина слоя осадка, образовавшегося во время операции фильтрования, не должна превышать предельного значения, обусловленного размерами аппарата (предельное значение соответствует приблизительно половине толщины рамы фильтр-пресса).
Во-вторых, для достижения максимальной производительности фильтра при любом сопротивлении фильтровальной перегородки следует получать одинаковое количество фильтрата, соответствующее наибольшей производительности фильтра при сопротивлении фильтровальной перегородки, равном нулю (Rфп = 0).
В-третьих, для достижения наибольшей производительности фильтра при любом сопротивлении фильтровальной перегородки необходимо заканчивать операцию фильтрования при одной и той же толщине слоя осадка, соответствующей наибольшей производительности фильтра при Rфп= 0.
2) Наибольшая производительность периодически действующих фильтров при постоянной скорости процесса Для повышения производительности такого фильтра целесообразно по возможности увеличивать продолжительность процесса фильтрования. Однако на практике такое увеличение ограничивается максимально допустимой при фильтровании разностью давлений, которая при прочих равных условиях определяет максимально возможную толщину слоя осадка.
3)Наибольшая производительность периодически действующих фильтров при переменных разности давлений и скорости процесса
При транспортировании и подаче суспензии на фильтр поршневым насосом наблюдается сначала постоянная скорость и возрастающая разница давлений, а затем – постоянная разность давлений и уменьшающаяся скорость фильтрации.
При подаче суспензии на фильтр центробежным насосом имеет место непрерывно уменьшающаяся скорость процесса и фильтрации и возрастающая разность давлений.
Расчет максимальной производительности фильтра в этих случаях является приближенным и становится возможным, если принять допущение, что рассматриваемый процесс состоит из двух последовательных стадий, протекающих при постоянной скорости процесса фильтрования (случай 2) и постоянной разнице давлений (случай 1).
4) Наибольшая производительность фильтров при разбавлении жидкой фазы суспензии растворителем. При фильтровании суспензии, содержащей высоковязкую жидкую фазу, течение жидкости через поры осадка и фильтровальной перегородки происходит медленно, производительность фильтра падает. Напротив, при фильтровании суспензии, содержащей маловязкую фазу, но характеризующуюся высоким содержанием твердой фазы, жидкость протекает через поры осадка и фильтровальной перегородки достаточно быстро и производительность фильтра увеличивается. В особенности увеличивается производительность фильтра по осадку (из-за благоприятного соотношения объема фильтрата к объему осадка).
Вязкость жидкой фазы суспензии может быть снижена двумя способами: нагреванием суспензии или введением добавок, смешивающихся с жидкой фазой и служащих понизителями вязкости. Вязкость воды при 20 о С равна 0,010 пз, а при 55 о С – снижается до 0,005 пз. Подогрев шликера до 40-45 о С ускоряет процесс фильтрации на 15-20 %, повышает пластичность массы и механическую прочность сырца. При дальнейшем нагревании воды вязкость уменьшается незначительно. Не следует нагревать шликер выше 45 о С, т.к. это ухудшает ее качество, приводит к расслаиванию (оседанию). Кроме того, перегретый шликер плохо нагнетается насосами из-за потери высоты всасывания. Не рекомендуется фильтровать также холодный шликер, т.к. это значительно замедляет процесс фильтрования.
20 способов ускорить фильтрацию затора, Часть 2

Олег Ершов и компания «МирБир» на портале Profibeer продолжают рассказывать о фильтрации затора. Первую часть можно почитать по ссылке, а в этот раз о том, какие шаги можно предпринять заранее, чтобы обезопасить себя от многочасовой фильтрации затора в последующем. Не обязательно каждый раз использовать их все, однако, некоторые могут оказаться полезны.
Отрегулируйте помол солода
Ничто так не усложняет фильтрацию, как слишком мелкий помол. Если вы часто сталкиваетесь с проблемами фильтрации, то это первое, на что необходимо обратить внимание. Разрушение солодовых оболочек ячменя и большое количество муки приводит к формированию слишком плотного фильтрующего слоя, на который сверху оседают нерастворенные частицы среднего размера, окончательно забивая каналы прохождения сусла. Фильтрация в таких случаях будет сильно затруднена.
Хотя мелкий помол и ведет к незначительному увеличению выхода экстракта, но в домашних условиях повышение эффективности на 0,5-1% не стоит нескольких дополнительно потраченных часов. Лучший выбор для домашнего применения – это двух или трех вальцовые мельницы, они позволяют смолоть солод достаточно качественно, причем, чем больше диаметр вальцов, тем лучше. Кроме того, в большинстве случаев, у этих мельниц регулируется зазор, что дает возможность настройки под конкретный размер зерен.
Разделите затирание
Зачастую, чтобы получить запланированное количество высокоплотного сусла, быстрее и проще провести два затирания. Одно за другим или применив чуть более сложные техники (например, полученное в первом затирании сусло использовать вместо воды в последующем затирании). Это не только ускорит фильтрацию (и в итоге сэкономит вам время и нервы), но и положительно скажется на эффективности.
Используйте содержащие сахара добавки
Никто не может запретить вам в высокоплотном пиве получить несколько Plato с помощью готового экстракта или бельгийского карамельного сахара, или, даже, обыкновенной декстрозы. Такой подход не только снизит высоту слоя дробины, но и сделает фильтруемое сусло менее плотным (поскольку вы будете добавлять сахара уже при кипячении), оба эти фактора помогут ускорить фильтрацию. Кроме того, правильно выбранная добавка положительно отразится на вкусовых качествах напитка.
Скорректируйте план затирания
Для хорошей фильтрации затор должен быть полностью осахаренным. Наличие в сусле нерасщепленного крахмала повышает вязкость и отрицательно сказывается на скорости фильтрации. Зачастую имеет смысл запланировать температурную паузу в районе 45-50С. Это упростит осахаривание, повысит эффективность затирания и будет способствовать разжижению затора. Особенно актуально при использовании солодов низкого качества, а также несоложеного сырья.
Запланируйте мэш-аут
Скорость фильтрации прямо пропорциональна вязкости сусла, а вязкость зависит от температуры. Поэтому фильтрацию необходимо производить при максимально возможной температуре, которая не отразится негативно на качестве пива. В различных источниках эта температура указывается в диапазоне 75-79С.
Поле окончания последней паузы осахаривания, доведите температуру затора до 76-78С. Если вы используете сусловарочный котел, последний раз перемешайте затор и оставьте на 10-15 минут. За это время затор равномерно прогреется, часть ферментов инактивируется, крупные фракции осядут на дно, начав формировать фильтрующий слой.
Увеличьте гидромодуль
Планируя сложный затор, можно слегка повысить гидромодуль (количество воды, используемое при затирании). Вы потеряете немного в эффективности, но это снизит плотность первого сусла, его вязкость уменьшится, и оно будет стекать быстрее.
Увлажните солод
При помоле низкокачественного солода, а также солода с низкой влажностью, оболочки дробятся на мелкие фрагменты и образуется большее количество муки. Это приводит к формированию слишком плотного фильтрующего слоя и затрудняет фильтрацию. Решением в такой ситуации будет увлажнение солода. Можно, например, использовать бытовой пульверизатор. При этом солод не должен стать мокрым, нужно только немного повысить его влажность.
Добавьте рисовую лузгу
Рисовая лузга (шелуха) представляет собой твердые оболочки рисовых зерен, оставшиеся после очистки риса. Они очень похожи на оболочки ячменя и играют в заторе ту же роль. Чаще всего лузгу используют как превентивную меру, если в засыпи используется большое количество зерна, не имеющего своих оболочек (например, пшеница или рожь). Количество лузги при этом рассчитывается как 5-10% от массы зерна без собственных оболочек.
Рисовую лузгу также можно использовать при варках высокоплотного пива и при невозможности сохранить целыми оболочки ячменя при помоле. Имея небольшой запас шелухи, можно использовать ее и как экстренную меру – замешать в затор, фильтрация которого безнадежно встала. Обычно добавление лузги существенно упрощает фильтрацию.
Регулируйте скорость фильтрации
Под скоростью фильтрации здесь понимается количество отфильтрованного сусла за единицу времени. Казалось бы, чем быстрее мы собираем сусло, тем быстрее пройдет этап фильтрации, однако это не совсем так. Высокая скорость в самом начале фильтрации нарушает нормальное формирование фильтрующего осадка, кроме того, слишком быстрая фильтрация «стягивает» фильтрующий слой, делая его более компактным и плотным, что приводит к дальнейшему замедлению фильтрации, вплоть до практически полной остановки. Также при высокой скорости мелкие частицы не задерживаются в каналах фильтрующего слоя, что ведет к снижению качества фильтрации, мутному суслу и, затем, менее стабильному пиву.
Не каждое домашнее оборудование позволяет регулировать сбор сусла, например, при использовании бункера этого сделать не получится, но, если такая возможность имеется, особенно важно ограничить скорость в самом начале, когда фильтрующий слой только формируется. Затем можно собирать сусло и быстрее. Оптимальные значения подбираются опытным путем под каждое конкретное оборудование.
Избегайте создания разряжения под фальш-дном
К этому может привести большой перепад высоты между фильтрационной емкостью и емкостью, в которую отбирается сусло, либо использование насоса, который как-бы «высасывает» сусло из дробины. Последствия будут ровно такими же, как и в случае со слишком быстрой фильтрацией, вплоть до полной остановки, когда даже насос будет работать вхолостую.
Выравнивайте давление
Если вы полагаете, что проблема с фильтрацией на вашем оборудовании вызвана образованием пониженного давления под фальш-дном (например, в результате слишком быстрого отбора сусла или работы насоса), проблему можно решить, соединив это пространство с атмосферой. Для этого необходимо смонтировать трубку, которая будет начинаться прямо под фальш-дном, проходить через толщу затора и выходить сверху.
Поскольку попадание воздуха под фальш-дно также нежелательно и в данном случае приходится выбирать «между двух зол», лучше предусмотреть возможность открывать и закрывать этот канал. В нормальном состоянии он должен быть перекрыт, а при необходимости, путем его открытия, вы могли сравнять давление под фальш-дном с атмосферным.
Обратите внимание на высоту фильтрующего слоя
Если вы только подбираете оборудование для домашних варок, стоит уделить внимание емкости, в которой будет проходить фильтрация. Чем диаметр емкости меньше, тем выше окажется в ней слой дробины. Для приемлемой фильтрации достаточно 10-15см слоя, слишком высокий слой (более 30-40см) замедлит прохождение через него сусла. Другими словами, с точки зрения скорости фильтрации, широкие емкости предпочтительнее, особенно это важно, если вы любите варить экстра-плотные сорта с большой солодовой засыпью.
Поддерживайте уровень жидкости
Отбирая сусло, важно следить, чтобы дробина оставалась покрытой водой (суслом). Если жидкость будет слита, дробина просядет под собственным весом и уплотнится, затруднив дальнейшую фильтрацию. Контакт дробины с воздухом также нежелателен. Осушать дробину можно только в самом конце, когда промывочная вода больше не будет добавляться.
Не оставляйте затор на длительное время
Если вы не уверены, что сможете закончить затирание, лучшим решением будет перенести всю варку на другой день. Оставлять неотфильтрованный, недоосахаренный затор или даже просто замоченный солод категорически не рекомендуется. Солод далеко не стерилен, на нем живет огромное количество микроорганизмов, в том числе способных существовать и размножаться при температурах 40-60С. Вернувшись на следующий день, вы рискуете обнаружить нечто похожее на закисшую бражку, либо субстанцию, напоминающую кисель, так что даже если вы захотите ее спасти, отфильтровать такой затор окажется очень сложно.
Избегайте наличия воздуха под фальш-дном
Во-первых, давление столба затора приведет к усиленному забиванию прорезей, во-вторых, воздушная подушка будет сопротивляться стеканию отфильтрованного сусла. Если используется отдельная емкость для фильтрации – заполните это пространство водой с температурой 76-78С, прежде чем переливать в нее затор. Если затирание и фильтрация проводятся в одной и той же емкости, сначала наливайте в емкость воду, потом вносите дробленый солод, а никак не наоборот. Разумеется, это касается только тех случаев, когда пространство под фальш-дном замкнуто и воздух не будет иметь другого выхода, иначе как через фильтрующий слой.



