Преимущества электродов УОНИ
Прочность и надёжность сварной конструкции во многом зависит от марки используемых электродов. Помимо того, что электрод должен подходить по составу к свариваемому металлу, не менее значимым критерием является и состав его обмазки.
Электроды УОНИ по праву считаются лучшими среди профессионального сообщества сварщиков. Несмотря на то, что варить ими достаточно сложно, именно эту марку электродов выбирают в тех случаях, когда нужно варить ответственные и серьезные металлоконструкции.
Применение электродов УОНИ
Электроды УОНИ 13/55 служат для сваривания металлоконструкций, которые выполнены из низколегированной и углеродистой стали. Отличительной особенностью наваренного металла считается вязкой и пластичность, что является залогом получения прочного и надежного соединения.
Варить электродами УОНИ можно в любом пространственном положении. Именно благодаря этой «универсальности», электроды данной марки получили широчайшее применение, как в промышленности, так и в быту.

Важной особенностью электродов УОНИ 13/55 является необходимость прокаливания перед применением. Благодаря прокалке при температуре в 300 градусов, электроды не так сильно прилипают к металлу. Именно эта проблема считается наиболее актуальной среди начинающих сварщиков, которые часто из-за неё отказываются от сварки данными электродами.
Электроды УОНИ 13/55 применяются для:

Электроды УОНИ 13/55 обеспечивают высочайшее качество и прочность сварного шва. Убедиться в этом можно взглянув на характеристики электродов и наплавленного ими металла.
Характеристики электродов УОНИ
Основой для изготовления электродного стержня в УОНИ 13/55 служит стальная проволока Св-08/Св-08А. Для получения 1 кг наплавленного металла потребуется порядка 1,6 кг электродов. В составе наплавленного металла содержатся: углерод, кремний и марганец.

Электроды УОНИ выпускаются с основным покрытием. Благодаря этому данную марку электродов можно использовать в самых суровых климатических условиях. В отличие от рутиловых электродов, УОНИ 13/5 с основным покрытием предназначены для сварки серьезных конструкций, там, где нужно получить качественный сварной шов с высокой степенью пластичности и ударной вязкости.

Основное преимущество электродов УОНИ связано с тем, что сварное соединение не имеет тенденций к образованию трещин в процессе эксплуатации. Наплавленный металл содержит небольшое количество водорода. Наилучший результат при сварке электродами УОНИ 13/55 можно получить методом «опирания», выдерживая всё время короткую сварочную дугу.
Электроды УОНИ или МР3, АНО, ОК46, ОЗС (рутиловые), ЛБ52
Раздел: Без рубрики
 Рынок сварочных материалов изобилует множеством марок покрытых электродов. С одной стороны это дает возможность опытным сварщикам подобрать оптимальный вариант для проведения сварочных работ, с другой — новичкам трудно разобраться в этом большом количестве разных наименований. В помощь начинающему сварщику будет совет сразу определиться с покрытием расходника. По существу в торговых точках представлены расходники с основным и рутиловым покрытиями. Если предстоит сваривать ответственную конструкцию, где предъявляются повышенные требования к пластичности и прочности шва, то марка УОНИ с основным покрытием будет лучшим вариантом для выбора.
Рынок сварочных материалов изобилует множеством марок покрытых электродов. С одной стороны это дает возможность опытным сварщикам подобрать оптимальный вариант для проведения сварочных работ, с другой — новичкам трудно разобраться в этом большом количестве разных наименований. В помощь начинающему сварщику будет совет сразу определиться с покрытием расходника. По существу в торговых точках представлены расходники с основным и рутиловым покрытиями. Если предстоит сваривать ответственную конструкцию, где предъявляются повышенные требования к пластичности и прочности шва, то марка УОНИ с основным покрытием будет лучшим вариантом для выбора.
Тут мы не будем говорить о технических характеристиках марок. Подробнее о характеристиках смотрите в справочнике на страницах этих марок, ссылки на которые представлены тексте.
Видеоверсия статьи
УОНИ или рутиловые (МР3, АНО-21, ОК 46 ЕСАБ, ОЗС) — в чем разница
Все марки перечисленных электродов одинаковы по применению — они используются для сварки углеродистых и низколегированных сталей, широко применяемых в промышленности и быту. Разница между УОНИ и их рутиловыми собратьями в технологичности процесса сварки и технических параметрах соединения.
Если появилась необходимость отремонтировать или выполнить монтаж с помощью сварки рам самодельного оборудования (циркулярная пила, трубогиб и другие подобные устройства), турника, на котором собираетесь крутить «солнышко», то лучше воспользоваться электродами с основным покрытием. Сварочные швы, выполненные этими расходными материалами, гарантируют более надежную и безопасную работу этих устройств, чем использование технологии с рутиловыми расходниками.

В случае отсутствия навыка работы с расходниками с основным покрытием, найдется немало сварочных работ с применением рутиловых электродов. Легкость начального и повторного зажигания дуги, отсутствие необходимости за контролем ее длины дает новичкам возможность испытать сопричастность с контингентом людей, владеющих сварочным делом. При этом, в отличие от расходников с основным покрытием, нет необходимости в очистке свариваемых кромок от ржавчины, остатков покрытия и других загрязнений. В частном доме приходится иногда ремонтировать течь трубопроводов — наличие влаги не препятствие для ремонтных сварочных работ с помощью рутиловых расходников. Тонкостенные заготовки типа, например, профильных труб новичкам лучше сваривать рутиловыми электродами.
УОНИ или рутиловые (МР3, АНО-21, ОК 46 ЕСАБ, ОЗС) — что лучше
Спор о том, какие расходники с основным или рутиловым покрытием лучше, носит риторический характер. Как те, так и другие широко используются сварщиками в зависимости от характера проводимых работ. Критерием для выбора служат особенности электродов, которые определяют преимущественное применение вида покрытия расходника в конкретной ситуации.
Преимущества УОНИ 13/55 перед рутиловыми
Основные преимущества УОНИ.
Малое количество образующегося шлака, он хрупкий как стекло и его легко сбить. У рутиловых электродов шлак пластичный, поэтому его труднее удалять.
Сварочный шов, выполненный УОНИ 13/55, вследствие хорошей текучести, хорошо виден сварщику, что облегчает его качественное формирование — шов получается ровным и красивым. Рутиловые электроды образуют достаточно большое количество шлака, который затрудняет контроль за качеством шва, что создает условия к образованию сварочных дефектов (непровары и другие).

Прочностные характеристики сварочного шва, выполненного УОНИ 13/55, превышают соответствующие параметры соединения изготовленного рутиловыми электродами.
УОНИ 13/55 рекомендуется применять при сварке протяженной длины швов без отрыва. (Есть мнение, с которым мы не совсем согласны.) Такие сварочные соединения при помощи этой технологии может быть сложно выполнить рутиловыми электродами, частое прерывание на повторный поджиг сказывается на производительности работ.
Преимущества рутиловых перед УОНИ 13/55
Основные преимущества рутиловых электродов (МР3, АНО-21, ОК 46 ЕСАБ, ОЗС).
Рутиловые электроды легко зажигаются как в начале работ, так и в случае необходимости повторного розжига для их продолжения. Легкое зажигание дает возможность работать на малом токе, что позволяет варить тонкостенные заготовки без прожига (находится способ в арсенале новичков). Применение технологии сварки прихватками рутиловыми электродами основано на без проблемном повторном зажигании.
Изменение длины дуги при работе рутиловыми электродами не критично для устойчивости проведения технологического процесса. УОНИ 13/55 работают только на короткой дуге, сохранять которую могут только сварщики с опытом.

Рутиловые электроды не требуют тщательной подгонки свариваемых кромок друг к другу, зачищать их от ржавчины, остатков прежних покрытий и других загрязнений нет необходимости. УОНИ 13/55 на грязной и плохо сопряженной свариваемой поверхности будут гаснуть и прилипать к ней.
Рутиловые электроды менее требовательны к источнику питания, чем расходники с основным покрытием. Сварка выполняется ими как на постоянном токе, так и на переменном. УОНИ 13/55 качественный сварочный шов образуют только на постоянном токе обратной полярности.
УОНИ 13/55 и ЛБ – 52U
Расходники УОНИ 13/55 и ЛБ-52U являются по сути, в контексте нашей статьи, не абсолютно полными, но аналогами, так как помимо общей применяемости для сварки углеродистых и низколегированных сталей, имеют близкие сварочные характеристики, обусловленные схожестью материала обмазки, относящегося к основному покрытию. Некоторые отличия имеют место в связи с различиями технологии производства российских и японских производителей.

Преимущества УОНИ 13/55 перед Л-52U
Главное преимущество УОНИ 13/55 перед ЛБ-52U имеет место в области экономики. Цена российских электродов много ниже японских.
Преимущества ЛБ – 52U перед УОНИ 13/55
Японские расходники ЛБ-52U производят сварку как на постоянном, так и на переменном токе, в отличие от УОНИ 13/55, работающем только на постоянном.
Более глубокое проплавление шва электродом ЛБ-52U позволяет усилить прочность обратной стороны шва. Возможность выполнения качественной герметичной односторонней сварки — отличительная черта марки ЛБ-52U в сравнении с аналогами, включая УОНИ 13/55.
УОНИ или УОНИИ, как правильно
До выхода в обращение ГОСТ 9466-75 использовалась только одна маркировка – УОНИ. В этом документе ввелась дополнительно другая маркировка – УОНИИ. С тех пор можно встретить, например, на коробках с электродами и то и другое наименование. ГОСТ требует обязательного использования обозначения УОНИИ только в технической документации. Об этом факте и других подробностях об электродах марки УОНИ можно получить информацию из статьи «Электроды УОНИ».
Где купить
Купить электроды различных типов возможно в любой из компаний, которые представлены здесь.
УОНИ: что это и чем отличается МР-3
УОНИ–13/55 – расшифровка и немного истории

В технической (и не только) литературе можно встретить два написания аббревиатуры этой марки, и оба можно считать в равной степени употребимыми. Исторически, начиная с года создания (1940), использовался вариант УОНИ. Дело в том, что над разработкой продукта несколько лет до этого трудились сотрудники лаборатории засекреченного тогда Научно-исследовательского института №13. Поскольку прилагательное представляет собой пусть и сложное, но одно слово, сочли, что в маркировке достаточно всего одной буквы «И». Так и было в самом раннем написании:
Разработки велись со второй половины 30-х годов. Специалистами во главе с К. В. Петранем были исследованы лучшие зарубежные аналоги из Великобритании, Германии, Нидерландов, США и Франции. Все они были последовательно протестированы одним и тем же опытным сварщиком. После определения наилучших качеств по всем ключевым параметрам были досконально исследованы материалы составов, их технологические свойства и особенности, и в последний довоенный год создан собственный электрод.
По прошествии времени и с принятием ГОСТ 9466-75 написание маркировки несколько изменилось:
Стандарт действует до сих пор, поэтому в нормативных документах корректно написание УОНИИ. Однако при коммерческом использовании, в популярной литературе, на онлайн-ресурсах широко употребляется более короткий первоначальный вариант, который все это время существует параллельно со строго официальным.
Общее назначение электродов
Расходники марки УОНИ используются при следующих условиях:
На переменном напряжении электрод залипает, дуга часто обрывается. При подключении с прямой полярностью торец проволоки внутри обмазки быстро выгорает, из-за чего длина разряда увеличивается. Не хватает температуры для газификации покрытия, в результате не обеспечивается защита расплава от воздуха.
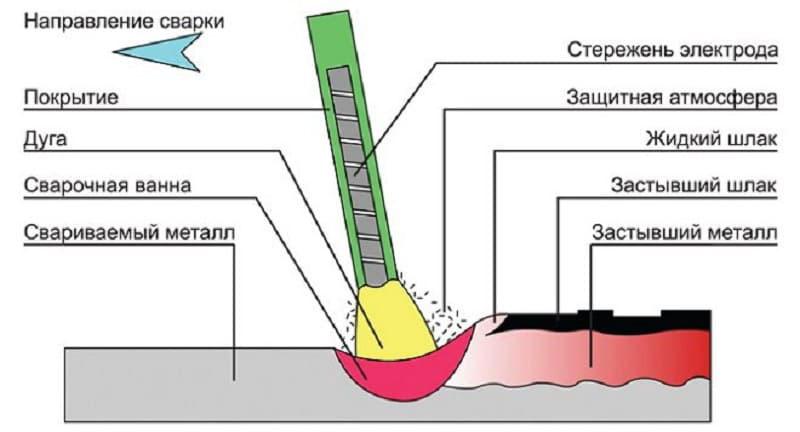
Обмазка изделий — основная. Содержит фтористые соединения и карбонаты, придающие шву пластичность, ударную вязкость и препятствующие образованию горячих трещин.
Позволяет изготавливать с помощью данных расходников изделия и металлоконструкции:
Иными словами, электроды УОНИ используют для выполнения соединений, к которым предъявляются особые требования. Они подходят и для исправления дефектов литья.
Работа с такими расходниками требует хорошего уровня мастерства. Начинающим сварщикам рекомендуют применять другие изделия.
Технические характеристики сварочных электродов «УОНИ-13/55»
Рассмотрим основные технические характеристики сварочных электродов «УОНИ-13/55»:
Общая характеристика электродов “УОНИ 13/5”
Общая характеристика электродов включает в себя следующие параметры:

Механические свойства металла сварочного шва
Сварочный шов, созданный электродами «УОНИ-13/55», имеет следующие механические характеристики:
Химический состав металла сварочного шва
В химическом составе сварных швов имеются следующие элементы:

Пространственные положения сварочного шва
При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
Величина сварочного тока электродов «УОНИ-13/55»
При сварке, в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | – |
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
| Диаметр сварочных электродов, мм | Среднее количество электродов в 1 кг, шт. |
| 2,0 | 98 |
| 2,5 | 55 |
| 3,0 | 40 |
| 4,0 | 15 |
Технологические особенности сварки электродами «УОНИ-13/55»
Сварку стыков рельсов и арматуры рекомендуется производить ванным способом в нижнем положении шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Как читать маркировку
Пример обозначения: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60.
Запись расшифровывается следующим образом:
Вместо «У» в маркировке могут присутствовать следующие литеры:
Вместо «Д» могут стоять такие буквы:
В ГОСТ 9466-75 данный электрод называется «УОНИИ» (универсальная обмазка научно-исследовательского института). В проектной и прочей документации нужно указывать такую аббревиатуру.
.jpg)
Ключевые отличия электродов УОНИ от МР-3
Обе марки пользуются популярностью.
Преимущества МР-3 состоят в следующем:
Обмазка у этих расходников рутиловая. Они хороши для начинающих и тех, кто учится ремеслу сварщика. Для работы таким электродом сноровка не требуется.
Недостаток МР-3 заключается в высокой стоимости.
 Электроды МР3 и УОНИ.
Электроды МР3 и УОНИ.
Технические характеристики УОНИ
Материал стержней: сварочная проволока Св-08 или Св-08А (13/55).
Тип обмазки: основная.
Расход на 1 кг расплавленного металла: 1,7 кг.
Длина при диаметре:
Коэффициент наплавки: 9 г/А*ч.
Механические и химические свойства
Данные приведены в таблице:
| Наименование характеристики | Значение |
| Механические характеристики | |
| Временное сопротивление, Н/кв. м | 420-540 |
| Ударная вязкость, Дж/кв. см | От 128 |
| Относительное удлинение, % | Не ниже 22 |
| Химический состав (массовая доля элементов), % | |
| Углерод | до 0,11 |
| Кремний | 0,25-0,5 |
| Марганец | 0,9-1,4 |
| Сера | до 0,03 |
| фосфор | |
Сила тока
В отличие от рутиловых, электродам с основной обмазкой противопоказан высокий ампераж. Избыток тепла негативно сказывается на качестве шва.
Наблюдаются следующие нежелательные явления:
Рекомендуемые значения силы тока для электродов разных диаметров в зависимости от пространственного положения шва приведены в таблице:
| Диаметр электрода, мм | Положение сварочного шва | ||||||||||||||||||||||||||
| горизонтальное | вертикальное | потолочное | |||||||||||||||||||||||||
.jpg) Упаковка 5 кг.
Упаковка 5 кг.
.jpg) УОНИ-13/55.
УОНИ-13/55. УОНИ-13/45.
УОНИ-13/45. УОНИ-13/65
УОНИ-13/65 13/85
13/85| Наименование характеристики | Значение |
| Механические характеристики | |
| Временное сопротивление, Н/кв. м | 420-540 |
| Ударная вязкость, Дж/кв. см | От 128 |
| Относительное удлинение, % | Не ниже 22 |
| Химический состав (массовая доля элементов), % | |
| Углерод | до 0,11 |
| Кремний | 0,25-0,5 |
| Марганец | 0,9-1,4 |
| Сера | до 0,03 |
| фосфор | |
Сила тока
В отличие от рутиловых, электродам с основной обмазкой противопоказан высокий ампераж. Избыток тепла негативно сказывается на качестве шва.
Наблюдаются следующие нежелательные явления:
Рекомендуемые значения силы тока для электродов разных диаметров в зависимости от пространственного положения шва приведены в таблице:
| Диаметр электрода, мм | Положение сварочного шва | ||
| горизонтальное | вертикальное | потолочное | |



